|
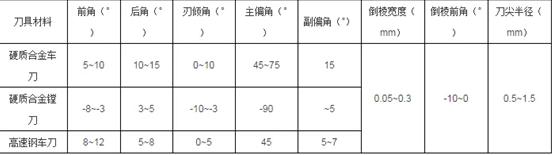
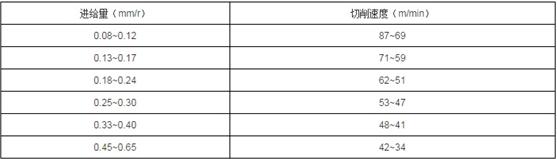
钛合金的热导性很差,加上切屑与刀具接触长度很短,不利于切削热的导出,以致切削刃区温度高,约比切削45钢高一倍以上。另外,刀具磨损也很严重,一方面钛合金与刀具材料的化学亲和性强,容易和刀具材料中的Ti、Co、C等元素粘结,高温下加重了粘结磨损;另一方面钛合金很容易与空气中的氧和氮化合形成硬而脆的表层,使刀具磨损加剧。 此外,由于切屑与刀具前刀面的接触长度只有切削钢时的1/3~1/4,造成切削力集中在切削刃附近,刀具容易崩刃。因此切削钛合金的刀具材料,如采用高速钢,宜采用含钴、铝或高钒高速钢。 为提高生产效率,应尽可能使用硬质合金刀具,但应选择与钛合金亲和力小、热导性能良好的高强度细晶粒钨钴类硬质合金,如表1所示: 表1 车削钛合金的刀具材料选择 为提高切削刃强度和散热能力,宜选用较小的前角和刃倾角。由于钛合金切削时已加工表面弹性恢复大,故后角应取较大值。刀尖应采用圆弧过渡刃,切削刃不许有毛刺、微小缺口或裂纹等缺陷,刀面的粗糙度应在Ra0.2μm以内,以保证排屑流畅和避免崩刃。车削钛合金的刀具几何参数如表2所示: 表2 车削钛合金的刀具几何参数选择 车削钛合金的速度不宜过高,背吃刀量可以较大,进给量应当适当。进给量过大,会引起切削刃烧损;进给量过小,则导致切削刃在加工硬化层时磨损过快。车削钛合金时,可采用防锈乳化液或极压乳化液冷却润滑。车削钛合金的切削用量选择如表3所示: 表3 车削钛合金的切削用量选择 注:本表使用条件:刀具材料YG8,工件材料TC4,刀具几何角度前角=5°,后角=10°,主偏角=75°,副偏角=15°,刀尖半径=0.5mm,切削深度=1mm,干式切削。若使用切削液,表中切削速度可适当提高。
| 

 24小时客户服务热线:400-066-2698 传真:0531-88878560 邮箱:huawin@huawin.com 鲁ICP备07503489号-5
24小时客户服务热线:400-066-2698 传真:0531-88878560 邮箱:huawin@huawin.com 鲁ICP备07503489号-5










 收藏
收藏